|
|
|
| Chamber Cast
Casting equipment for the accurate measurement of chambers, rifling and inside contours |
|
Advantages:
|
|
|
|
The dimensions of chambers, forcing cones, or the land and groove dimensions are some of the most important parameters of firearmes engineering. They are hard to measure because there is - apart from high cost equipment - no way to measure them directly. For an engineer it is easy to determine the outside diameter of a given part. All that is needed is a micrometer and one can measure the diameter. Precisely measuring a reamed or drilled hole needs a little bit more than this. A set of inside micrometers in the required diameters is needed or the accuracy of a set of calipers is sufficient. |
|
|
If the hole is a complex form of different angles, cones, diameters which are melting into each other it is almost not possible to access it for proper measurement. Chambers, riflings and forcing cones are among these forms. The easiest and most common way is to get a cast of the chamber. One receives a negative form of it and can easily measure all the relevant properties. But i.e. sulfure - graphite casting is known for its significant smell and the shrinkage of the cast. Another factor is the heat and fumes as health risks and the possibility of damage to the firearm. In case of a recess in the chamber the cast has to be destroyed and it is very difficult to remove the residues. With our new casting method these problems are solved. Casting a chamber is a matter of minutes without disturbing side effects as smell, fumes, burned fingers and stuck casts. |
||
 |
The system bases on a very low melting alloy that liquidifies at temperatures below 100° C. The special melting pot liquidifies it in about 2 -3 minutes. Due to this fact it is very easy to handle and the above mentioned hazards are eliminated. The usual hesitation to cast the chamber will not occure and a more profound and exact analysis of the relevant properties of the chamber in question will be made.
|
|
 |
The barrel will be closed with a patch or a wad as one would use for cleaning the barrel. Than the liquid alloy is poured into the chamber or barrel end. Due to the low melting temperature the wad or patch will not be burned and no significant smell will occure. Not even oil in the chamber - even so it should be removed before the cast! - will necessarily start to burn. |
|
 |
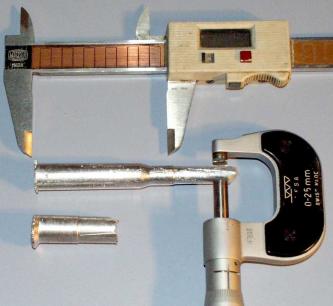
After the cast cooled down and got solid it can be pushed out of the chamber with a cleaning rod or a similar tool of suitable stability. |
|
 |
If a case rupture occured in an accident the position of the case is very important. It will answer the question if the bolt was closed or not. After casting the chamber and when removing the solid cast, the remaining rest of the case will easily be removed as well. The finished cast will then show what position the case was in when the accident occured. |
|
 |
The chamber cast can now be measured easily for the relevant properties. |
|
 |
If there is no use for the cast after the measurement it can be remelted for further use. ...... and in the case that the cast got stuck in the chamber because of recesses, deep rust marks or other reasons the barrel or firearm part involved can be heated up to the melting temperature without any danger of harming the firearm. Soldered scopemount or soldered multibarrels are not affected by the low temperatures necessary to melt the alloy.
|
|
 |
The exact determination of the caliber of a vintage firearm is a matter of minutes with our system. There is no risc of damaging the firearm or ruining its value. The case length, neck diameter, shoulder angle, lenght and angle of the forcing cone or the land and groove diameter of the barrel can easily and precisely be determined with the chamber cast system. |
|
|
Safety precautions while using the Chamber Cast Alloy:
|
The alloy consists of a mixture of metals . To avoid any health risk while using this alloy take the following precautions which are common using lead or similar materials:
|
|
| Product Overview | ||
| Home | ||
|
|
||
|
European Distributor for the TriggerScan System
|
Axel Manthei Albrecht-Nützel-Weg 29 |
Tel. & Fax E-Mail |
