|
|
|
Abgießgerät für
|
Anwendungsbereiche:
|
|
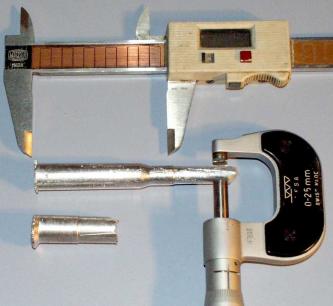
Die Innenmaße von Patronenlagern, der Übergangskonus oder Lauf- bzw. Zug- und Felddurchmesser zählen in der Waffentechnik zu den wichtigsten Kenngrössen. Sie sind aber nur schwer zu bestimmen, da sich die relevanten Maße nicht direkt messen lassen. Nichts ist für einen Techniker leichter, als bei einem runden Gegenstanden Aussendurchmesser festzustellen. Man nimmt eine Mikrometerschraube und misst den Durchmesser einfach ab. Bei einer Bohrung ist es schon nicht mehr ganz so einfach. Entweder man hat Innenmikrometerschrauben in den passenden Durchmesserabstufungen oder man ist mit der Genauigkeit einer Schieblehre zufrieden. |
|
|
Ist die Bohrung aber ein komplexes Gebilde, in dem sich Absätze, Schrägen oder ineinander verlaufende Schrägen befinden, ist es fast nicht möglich, diese Gestalt mit herkömmlichen Messmitteln zu erfassen. Patronenlager und Laufinnenprofile sind solche komplexen Gebilde. Der einfachste Weg, um sie vermessen zu können ist der Abguß. Man erhält eine Negativform, deren Maße man leicht mit einer gängigen Mikrometerschraube abnehmen kann. Die Voraussetzung hierfür ist allerdings eine gewisse Formstabilität des verwendeten Abgußmaterials. Bisherige Abgüsse mit Schwefel sind bruchanfällig und einer Schrumpfung unterworfen. Man bekommt sie nicht immer sauber aus dem Lager und auch ist die Geruchsbelästigung ist nicht unerheblich. Diese Probleme werden mit unserem Abgußverfahren, dass wir Ihnen hier vorstellen möchten, gelöst. |
||
 |
Das
Verfahren basiert auf einer Metalllegierung, die bereits bei sehr
niedrigen Temperaturen im Bereich unter ~ 100° C schmilzt und sich
deshalb sehr leicht und angenehm verarbeiten lässt. In einem Schmelztiegel wird das Material binnen 2 -3 Minuten auf die notwendige Temperatur gebracht. Durch die einfache und schnelle Handhabung, sowie den niedrigen Schmelzpunkt entfallen ein ganze Reihe Gefahren, Probleme und Unannehmlichkeiten, die den Nutzer vielleicht sonst von einem Abguss abhalten würden. Beachten Sie bitte die Arbeitsschutzhinweise zum Umgang mit dem Material am Ende dieser Seite. |
|
 |
Den Lauf verschliesst man an der gewünschten Stelle mit einem Stoffstück oder Filzpropfen, wie man ihn auch zur Laufreinigung verwendet. Dann giesst man das flüssige Metall in das gereinigte Patronenlager oder den zu messenden Laufabschnitt. Durch die geringe Schmelztemperatur wird der Pfropfen nicht angegriffen und es entsteht keine Geruchsbelästigung. |
|
 |
Nach dem Erkalten drückt man den Abguss mit einem Putzstock oder einer passenden Metallstange aus dem Patronenlager. |
|
 |
Der so erhaltene Abguß ist formstabil und erlaubt es, das Patronenlagers in seinen gesamten Maßen mit der Mikrometerschraube oder der Schieblehre zu vermessen. |
|
 |
Wird der Abguß nach der Messung nicht mehr benötigt, kann er problemlos wieder eingeschmolzen werden. ...... und sollten Sie beim Herausdrücken des Abgusses feststellen, dass es eine Hinterschneidungen wie zum Beispiel tiefe Rostnarben oder ähnliche Deformationen im Patronenlager gibt, die das Entfernen des Abgusses als Ganzes unmöglich macht, ist das Material dank seiner geringen Schmelztemperatur schnell und waffenschonend wieder aus dem Patronenlager entfernt. |
|
|
|
Mit diesen Abgussverfahren wird zum Beispiel auch die Bestimmung des Kalibers einer alten Waffe zu einer Angelegenheit von wenigen Minuten. Die Hülsenlänge, der Hülsenhalsdurchmesser, Schulterwinkel und dessen Lage oder die Zug- und Felddurchmesser können sehr schnell gemessen und das Kaliber dadurch exakt bestimmt werden. |
|
|
Arbeitsschutzhinweise zum Umgang
|
Das Abgußmaterial besteht aus einer Legierung verschiedener Metalle, darunter auch einige Schwermetalle. Im Umgang mit solchen Stoffen müssen Sie zur Abwendung von gesundheitlichen Schäden die folgenden Verhaltensmaßregeln beachten, wie sie auch für den Umgang mit Blei oder ähnlichen Materialien üblich sind:
|
|
| zur Produktübersicht | ||
| Zurück zur Anfangsseite | |||
|
|
|||
|
Europavertrieb für TriggerScan
|
Ing. (EUR ING) Axel Manthei Öffentlich beeideter und gerichtlich zertifizierter Waffensachverständiger |
Tel. +49-(0)8191-66704 Fax +49-(0)8191-973326 E-Mail |
|